






Dlaczego obudowa termoplastyczna skraca serwis linii po częstym myciu i dezynfekcji

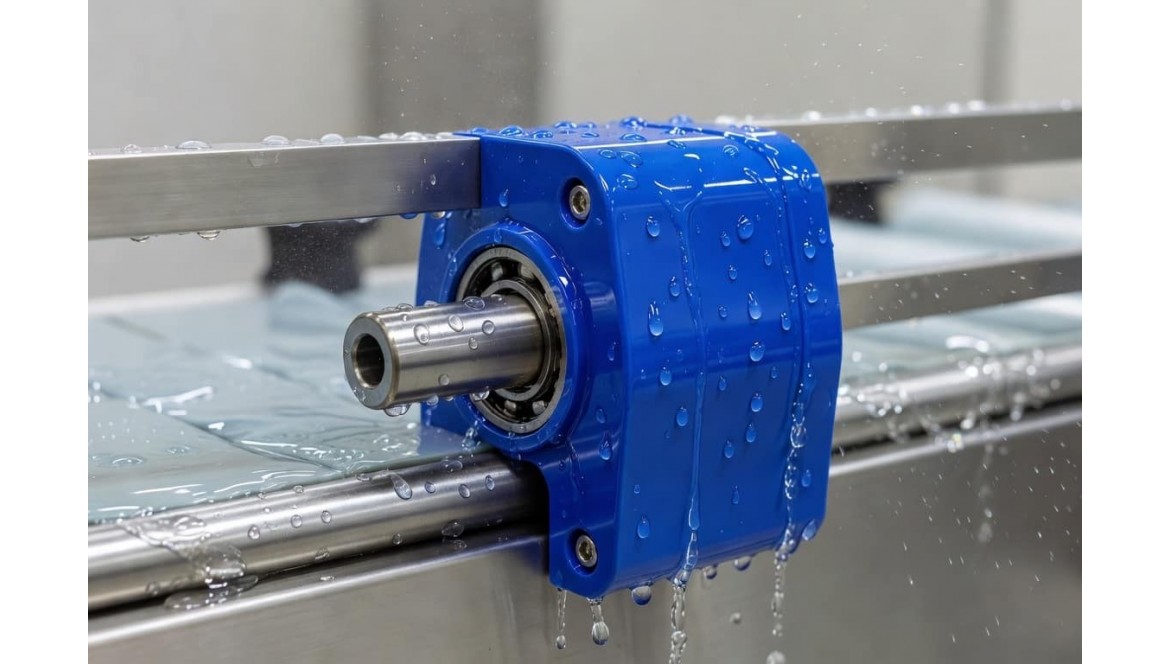
Obudowy wykonane z tworzyw sztucznych sprawdzają się na liniach produkcyjnych wymagających częstego mycia i dezynfekcji pod wysokim ciśnieniem. W takich warunkach klasyczne odpowiedniki ze stali szybko pokrywa warstwa osadu, co drastycznie wydłuża każdy przegląd utrzymania ruchu. Tworzywo wzmocnione włóknem szklanym pozostaje gładkie i nie chłonie wilgoci, dzięki czemu obsługa techniczna maszyny przebiega zauważalnie szybciej.
Co spowalnia serwis po cyklach mycia i dezynfekcji?
Intensywne mycie wysokociśnieniowe powoduje, że na elementach stalowych osadza się twarda warstwa soli, tłuszczu oraz agresywnej chemii. Usunięcie takiego osadu wymusza dodatkowe etapy czyszczenia i suszenia, zanim mechanik w ogóle przystąpi do właściwego demontażu wału.
Jako dostawca komponentów dla branży spożywczej często obserwujemy ten problem na liniach rozlewniczych. Powierzchnia kompozytowa nie reaguje z większością kwasów i zasad stosowanych w przemyśle. Brak przylegania zabrudzeń skraca czas przygotowania węzła do przeglądu o kilkanaście minut, pozwalając mechanikom szybciej rozpocząć pracę przy samej maszynie.
Jak mniejsza masa ułatwia demontaż i montaż węzła?
Poliestrowa obudowa waży nawet o 80 procent mniej niż jej odpowiednik wykonany ze stali nierdzewnej lub żeliwa. Jeden serwisant zdejmuje i zakłada taki zespół w kilka minut, eliminując całkowicie potrzebę użycia podnośników czy wciągników łańcuchowych nad linią.
Lżejsza konstrukcja z reguły składa się z mniejszej liczby elementów złącznych. Mechanik operuje pojedynczymi śrubami bez zmagania się z oporem rdzy. Uproszczona budowa redukuje ryzyko zgubienia drobnych części podczas szybkiej wymiany. Brak konieczności manewrowania ciężkim żeliwem zmniejsza też fizyczne obciążenie pracownika w ciasnych przestrzeniach.
Co przyspiesza ocenę zużycia podczas serwisu linii?
Obudowy łożyskowe termoplastyczne charakteryzują się zwartą bryłą bez zagłębień sprzyjających gromadzeniu brudu. Wiele dostępnych modeli wykorzystuje specjalne pokrywy końcowe, które osłaniają wkładkę przed wilgocią z zewnątrz.
Kolorowe elementy z poliuretanu ułatwiają natychmiastową identyfikację typu uszczelnienia podczas rutynowego obchodu fabryki. Mechanik widzi stan podzespołów bezpośrednio przy linii. Szybka wizualna diagnoza pozwala pominąć niepotrzebny demontaż sprawnego elementu w trakcie zaplanowanej krótkiej przerwy technicznej.
Kiedy tworzywo pozwala uniknąć błędów montażowych?
Lekka i elastyczna budowa wyklucza konieczność stosowania kluczy udarowych oraz ciężkich młotków. Zespoły kompozytowe dokręca się standardowymi narzędziami ręcznymi. Zastosowanie umiarkowanej siły chroni gwinty i wał przed przypadkowym odkształceniem.
W praktyce hurtowni TECH-MECH z Leszna rekomendujemy takie podejście przy cienkich wałach napędowych małych transporterów. Ręczny montaż zapobiega powstawaniu mikropęknięć w strukturze materiału, co wydłuża bezawaryjną pracę całego układu napędowego.
Kiedy warunki pracy wykluczają zastosowanie tworzywa?
Standardowy zakres temperatur dla tworzywa PBT wynosi od -20 °C do +80 °C, z możliwością przetrzymania krótkotrwałych skoków do +110 °C. Przekroczenie tych wartości sprawia, że materiał traci sztywność strukturalną. Ciągła praca powyżej 120 °C bezwzględnie wymaga przejścia na odlewy stalowe.
Różnice między materiałami determinuje poniższe zestawienie parametrów brzegowych:
| Parametr pracy | Tworzywo termoplastyczne (PBT) | Stal nierdzewna |
|---|---|---|
| Masa własna | Niska (redukcja do 80%) | Bardzo wysoka |
| Odporność na korozję | Całkowita | Wysoka (zależna od stopu) |
| Limit temperatury stałej | Do +80 °C | Powyżej +150 °C |
| Wytrzymałość na silne udary | Ograniczona | Bardzo wysoka |
Wysokie obciążenia udarowe również stanowią barierę dla tworzyw. Silne wibracje z maszyny kruszącej mogą prowadzić do pęknięć korpusu z PBT, co grozi przesunięciem osi wału w trakcie cyklu produkcyjnego.
Jak zaplecze magazynowe przyspiesza reakcję na awarię?
Zastąpienie uszkodzonego węzła wymaga natychmiastowego dostępu do precyzyjnie dobranych części zamiennych. Awaria na rozlewni generuje straty liczone w tysiącach złotych za każdą godzinę wymuszonego postoju.
W naszym lokalnym magazynie utrzymujemy ponad 30 tysięcy pozycji od ręki, obejmujących zarówno korpusy z tworzywa, jak i dopasowane wkładki nierdzewne. Dostępność odpowiednich komponentów u bezpośredniego importera skraca czas przestoju z kilku dni do kilku godzin, przywracając wydajność zakładu.
Co decyduje o wyborze obudowy na konkretnej linii?
Węzły z tworzywa sztucznego funkcjonują optymalnie przy obciążeniach niskich i średnich, gdzie dominującym zagrożeniem dla mechaniki jest korozja od chemii myjącej. Transportery taśmowe w zakładach przetwórstwa mięsnego, nowoczesnych mleczarniach oraz farmacji to naturalne środowisko dla tego materiału.
Elementy stalowe pozostają niezastąpione w strefach pieców, maszynach zgniatających i ciężkich podnośnikach rolniczych. Jeśli planujesz modernizację linii produkcyjnej pod kątem certyfikatów higienicznych, dobrym krokiem jest weryfikacja obciążeń poszczególnych węzłów z naszym doradztwem technicznym. Odpowiednie dopasowanie materiału do sił bocznych zapobiega nieplanowanym przestojom całego ciągu technologicznego.
Obudowy termoplastyczne z PBT stanowią efektywną alternatywę dla stali w miejscach wymagających wysokiej higieny i częstej dezynfekcji. Ich niska masa pozwala na samodzielny montaż bez użycia ciężkiego sprzętu, co przyspiesza prace utrzymania ruchu. Całkowita odporność na korozję chemiczną eliminuje problem zapieczonych śrub i osadów. Należy jednak pamiętać o ograniczeniach termicznych do 80 stopni Celsjusza oraz mniejszej odporności na silne uderzenia mechaniczne.
FAQ
Czy obudowy termoplastyczne można stosować w ujemnych temperaturach, na przykład w mroźniach?
Obudowy z PBT zachowują pełne właściwości mechaniczne w temperaturach do -20 stopni Celsjusza. Dzięki zerowej chłonności wilgoci materiał nie pęka pod wpływem zamarzającej wody, co czyni go bezpiecznym rozwiązaniem dla przemysłu chłodniczego i przetwórstwa mrożonek.
W jaki sposób montaż ręczny obudowy termoplastycznej wpływa na żywotność wału?
Ręczny montaż wyklucza ryzyko przeniesienia niszczących sił na strukturę materiału poprzez eliminację kluczy udarowych. Zapobiega to powstawaniu mikrodeformacji powierzchni wału, co w dłuższej perspektywie ogranicza bicie i drgania, przedłużając czas bezawaryjnej eksploatacji napędu.
Czy kolor obudowy termoplastycznej ma znaczenie dla procesów certyfikacji higienicznej?
Certyfikacja higieniczna zależy od atestu materiałowego dopuszczającego kontakt z żywnością, a nie od barwy samego korpusu. Wyraźna kolorystyka uszczelnień i pokryw ułatwia jednak inspekcję czystości oraz pozwala na szybkie wykrycie ewentualnych ubytków materiału na linii produkcyjnej.
W tej samej kategorii
- Jak montować nierdzewny pierścień osadczy w maszynie mytej wodą bez uszkodzenia rowka i późniejszego luzu
- Jak termoplastyczna oprawa z nierdzewną wkładką chroni łożysko podczas mycia linii
- Jakie detale wykonania w nierdzewnej obudowie łożyskowej ułatwiają mycie i ograniczają korozję
- Nierdzewne wahliwe łożyska kulkowe – efektywność w logistyce
- Obudowy termoplastyczne łożyskowe - korzyści i zastosowania